





- Stock No: RMELTSTIR400HT
- Model No: RMELTSTIR400HT
- Capacity 400 Litres
- Manufactured in the UK
- Max Temperature 140°C
- Oil Jacketed Hi-Temperature Model
CONTACT FOR PRICE

- Stock No: RMELTSTIR400
- Model No: RMELTSTIR400
- Capacity 400 Litres
- Manufactured in the UK
- Max Temperature 80°C
CONTACT FOR PRICE

- Model No: RMELTSTIR250HT
- Capacity 250 Litres
- Manufactured in the UK
- Max Temperature 140°C
- Oil Jacketed Hi-Temperature Model
CONTACT FOR PRICE
- Stock No: RMELTSTIR250
- Model No: RMELTSTIR250
- Capacity 250 Litres
- Manufactured in the UK
- Max Temperature 80°C
CONTACT FOR PRICE

- Stock No: RMELT150
- Model No: RMELT150
- Capacity 150 Litres
- Manufactured in the UK
- Thermostatically Controlled Water Jacket
CONTACT FOR PRICE
- Stock No: RFSRMELT75T
- Model No: RMELT75T
- 2 x 75 Litre Tanks
- Manufactured in the UK
- Thermostatically Controlled Water Jacket
CONTACT FOR PRICE

- Stock No: RMELT75
- Model No: RMELT75
- Capacity 75 Litres
- Manufactured in the UK
- Thermostatically Controlled Water Jacket
CONTACT FOR PRICE

- Stock No: 183496
- Model No: RMELT75
- Capacity 75 Litres
- Condition: Good Ex-Bakery
- Manufactured in the UK
- Thermostatically Controlled Water Jacket
£2,950.00
+ VAT

- Stock No: 151041
- Model No: DH/1-40
- Condition: Ex- Display, New Unused
- Full Stainless-Steel Construction
£4,250.00
+ VAT

- Model No: TCX EXA 20
- Capacity 2000kg
- Manufactured in Italy
CONTACT FOR PRICE

- Model No: TCX EXA 10
- Capacity 1000kg
- Manufactured in Italy
CONTACT FOR PRICE

- Model No: TCX MIKRO 5
- Adjustable Stainless Steel Scrapers.
- Capacity 500kgs
- Manufactured in Italy
CONTACT FOR PRICE

- Model No: TCX MIKRO 2.5
- Adjustable Stainless Steel Scrapers.
- Manufactured in Italy
CONTACT FOR PRICE

- Model No: TCX MIKRO 1.5
- Adjustable Stainless Steel Scrapers.
- Capacity 150 Kgs
- Manufactured in Italy
CONTACT FOR PRICE

- Stock No: 167039
- Model No: MAXI 24
- Capacity 200 Litres
- Condition: Good Ex-Bakery
- Steam Heated Complete with Steam Generator
£7,350.00
+ VAT
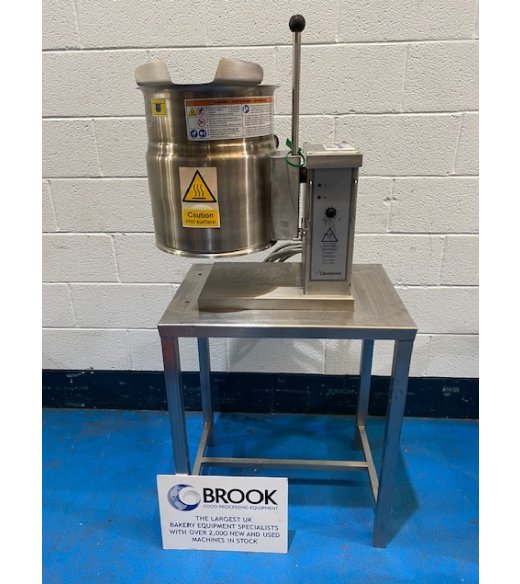
- Stock No: 25467
- Model No: KET-6-T
- Condition: Serviced
£2,650.00
+ VAT


- Stock No: 162924
- Model No: CH18
- Condition: Good Ex-Bakery
£265.00
+ VAT

- Stock No: 183403
- Model No: CH18
- Condition: Good Ex-Bakery
- Full Stainless-Steel Construction
- Manufactured in the UK
£425.00
+ VAT


- Stock No: 183495
- Condition: Good Ex-Bakery
- Manufactured in Germany
- Thermostatically Controlled Water Jacket
£3,850.00
+ VAT

- Stock No: 159771
- Model No: CM-20
- Condition: Good Ex-Bakery
£450.00
+ VAT